400-990-7598



1.带有中心定位环,顶出孔的磁性定模板和磁性动模板
2.电控单元 带有PLC接口
3.充磁/退磁按钮、信号灯、远程控制器
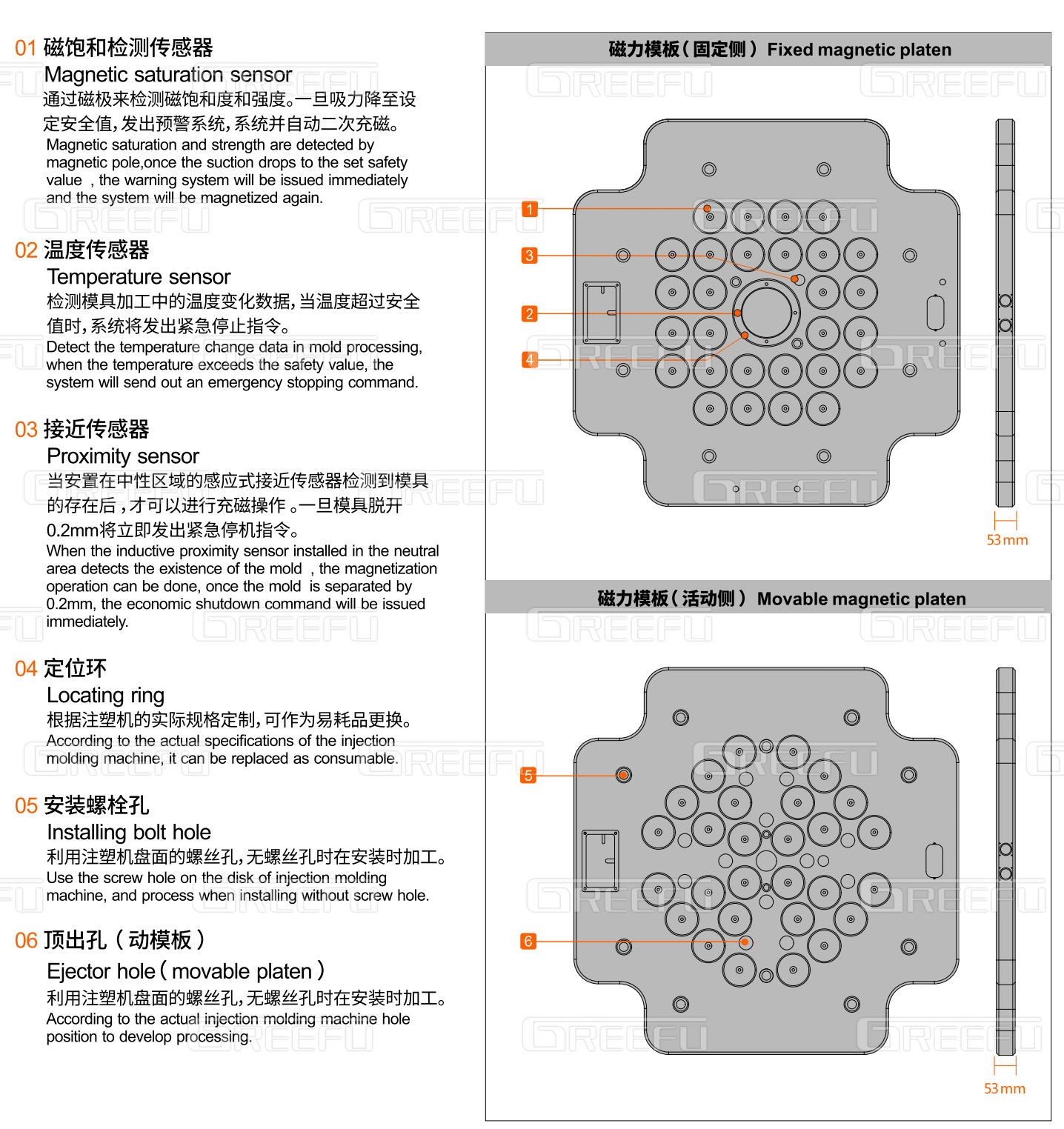
4.接近感应器、磁检测传感器、温度感应器
5.充磁/退磁电缆线、供电电缆线、接插头
6.配套的固定螺栓、说明书
1.夹持力分布均匀。模板表面均有磁力分布,模具受力均匀,不会造成模具变形、损坏。
2.吸力强劲。最大夹持力可达16g/cm2
3.磁极种类多样。针对不同吨位的注塑机采用最优的磁极排布方式,磁力利用充分,不造成任何磁力损失。
4.使用寿命长。模板整体为钢性结构,无任何活动部件,不易造成损坏。
锁模操作流程
1. 吊装模具至注塑机内, 对准定位圈,调整好位置。
2. 关闭安全门,注塑机合模起压
3. 点击触摸屏中充磁操作,分别对动、定侧模板充磁。
4. 解开模具前后锁模扣、行车挂钩,机台正常工作。
卸模操作流程
1. 注塑机合模,固定模具锁紧机构并连接吊钩。
2. 点击触摸屏中退磁操作,分别对动、定侧模板退磁。
3. 动模板后退,即可取出模具。
4.模具卸下完毕,注塑机待机。
换模前
1. 检查模具背板是否满足磁板允许的最小模具尺寸(判定依据:拉杆内间距横向H纵向V,最小模具尺寸为H*0.7,V*0.7)。覆盖磁极数量越多,吸力越大,也越安全。
2. 模具背板空腔面积超过模具背板总面积的20%以上
3. 擦拭干净模具背板,不能有油污
4. 模具背板有凸起的地方应当打磨平整后再使用
5. 擦拭干净磁力模板表面
6. 吊装模具进入注塑机内,严禁模具边角撞击磁力模板表面
7. 当模具背板空腔位置正好对应接近开关时,严禁人为调整或屏蔽接近开关,正确的做法是在模具背面空腔处焊接铁片并打磨平整后使用
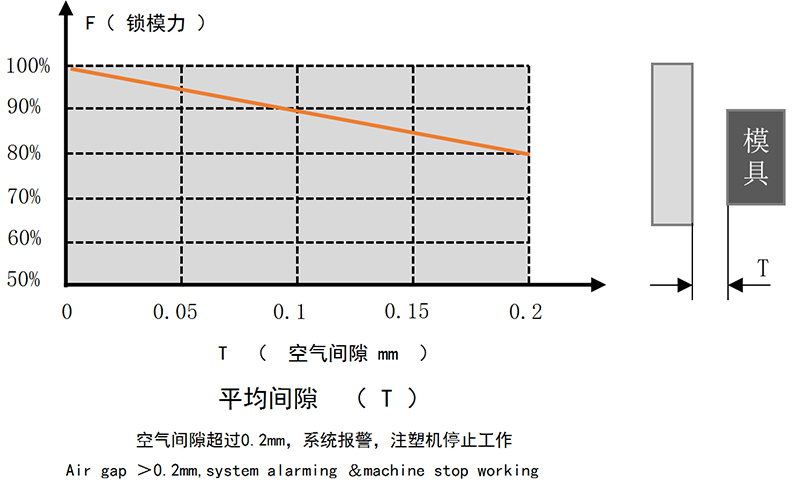
8. 严禁使用模背板变形超过0.2mm/1000mm²的模具
换模后
1. 设置好动模侧顶出杆的顶出压力,正常可设置为最大压力的20%以下,如压力不够需要慢慢往上增加至最小够用的压力值
2. 设置好动模顶出行程,严禁顶出杆超过模具行程,否则有顶落模具的风险
3. 设置好开模压力至最小可用值,防止模具严重卡死导致拉脱风险
4. 设置顶出速度不超过50mm/s
5. 设置好开模初段速度,一般设置为35mm/s以下,防止模具严重卡死时开模瞬间冲量过大导致拉脱模具。待完全开模后,后程加速打开。
6. 使用三板模时,除了开模初段,还要设置降低中间板拉开时的速度,其他阶段可加速打开
7. 严禁在开模状态下射嘴顶撞模具,如需在开模状态下清理料嘴请用行车挂住定模侧模具,同时可将射嘴前进压力设置到最大值得25%以下,或最小可用值。
15957496378
15957496378